Home / Complaints, courts, consumer rights / Consumer rights
Back
Published: 11/05/2018
Reading time: 5 min
0
502
According to Government Decree No. 55 dated January 19, 1998, jewelry and other products made of precious metals and stones cannot be exchanged or returned if they are of proper quality. If the buyer discovers a defect in the product after purchase, then he has the right to contact the seller with a claim. As a rule, the seller in this case sends the product for examination to determine the existing defects and the reasons for their occurrence. If the seller refuses to consider the buyer’s claim, as well as to conduct an examination, then the consumer has the right to independently turn to experts.
- In what cases is an examination carried out?
- Types and stages of implementation
- Where to go?
- Cost, timing and results of the inspection
Jewelry examination is a check during which the compliance of the qualitative and quantitative characteristics of a particular product with established standards is established. The results of the inspection make it possible to determine the value of the product on the jewelry market, whether the materials used are precious stones and metals, defects and the causes of their occurrence, as well as how long ago the product was manufactured.
In what cases is an examination carried out?
To conduct an examination, the customer must submit a corresponding application to the appraisers, in which he should clearly formulate the questions to which he wishes to receive answers as a result of the examination.
Most often, an examination is required in the following cases:
- discovery by the consumer of defects after purchasing jewelry in a jewelry store;
- a piece of jewelry is put up for auction , an examination is required to assess the quality and value of the lot;
- seizure of items made of precious metals and stones by law enforcement officers during the investigation;
- concluding a purchase and sale transaction between private individuals;
- assessment of the value of jewelry upon discovery of a treasure;
- resolving the inheritance issue;
- other cases.
The customer can be an individual entrepreneur, an individual or a legal entity, and the examination itself can be carried out to resolve civil disputes, as well as to investigate criminal and administrative cases.
Types and stages of implementation
Examination of a piece of jewelry or other item made of precious metal or stone can be of the following types:
- Gemological . A piece of jewelry, a precious stone or another analogue, in the manufacture of which synthetic materials were used, is evaluated. The results of such a check make it possible to establish the name of the stone and other characteristics on which the total cost of the item depends: weight, color, shape and quality of cut.
- Technological . During such an inspection, experts establish all the technological features of the jewelry. The sample, the composition of the stone and the metal itself, as well as the reasons for the appearance of existing defects on the object are determined. Also, the results of such a check reflect the compliance of the characteristics of the jewelry with established quality standards.
- Art history . Conducted regarding antiques. During such verification, a reliable connection with history, the date of manufacture, as well as stylistic and artistic characteristics are established.
To determine the quality of the product and its exact cost, jewelry goes through a number of stages during the examination:
- cleaning jewelry (other jewelry item) using ultrasound;
- examination under a microscope , which will determine the class of the stone (precious or semi-precious), if the jewelry has such an insert;
- the quality of stone and metal is assessed;
- price is set;
- an expert opinion is drawn up.
Jewelry quality
Category: Various non-food products
Quality control of jewelry made from precious metal alloys is carried out by external inspection. During inspection, they check the correctness of the labels, the correct shape of the product, the presence on each product of the state inspection inspection stamp of the Assay Office and the manufacturer's name corresponding to the accompanying documents, the weight of the product, the quality of finishing, the serviceability of locks and hinged joints, the presence, integrity and strength of fastening of inserts, compliance with dimensions . Products are inspected with the naked eye against the background of a sheet of white paper in daylight or illuminated by a fluorescent lamp. Inspection of the hallmark, name plate and inserts is carried out using a 6x or 10x magnifying glass. Imprints of the stamp of the state inspection inspection and the manufacturer's name must be clear.
Paired items (earrings, cufflinks) must match each other in size, shape, type of cut, color of inserts. There should be no dents, scratches, stains, or abrasions on the surface of the products that impair the appearance of the products. Enamel coatings of products must be smooth, shiny, without chips or cracks. The inserts must be fixed in the frame. The possibility of inserts falling out must be excluded. The ends of the prongs and corners must be pressed tightly against the surfaces of the inserts. Quality control of the fastening of the inserts is carried out visually by shaking and lightly rocking the insert (from the side of the platform) with a rounded wooden rod. The surface of the inserts should be shiny and polished. The edges of the edges of the insert must be clearly defined. All cutting elements on the top should be visually symmetrical to the cutting elements on the bottom. Locks in products must exclude
their arbitrary opening and be convenient to use. Hinged joints in products must ensure the mobility of parts without distortion or play. The operation of locks and hinge joints is checked by testing them in action five times. Chains should not have deformed links. The mass of products made from precious metal alloys is determined by weighing on technical scales with an accuracy of 0.01 g for products made of alloys of gold, platinum and platinum group metals and with an accuracy of 0.1 g for silver alloys.
The size of the rings is determined using a cone ring gauge and must correspond to the established dimensions and marking data.
Requirements for the quality of jewelry are divided into groups:
- to materials and design;
- to sizes;
- to finishing, mass of products.
It is necessary that all parts are firmly mounted, the lock works reliably, and the hinged connection ensures smooth opening of the doors, without distortions or backlash.
The surface of the products must be clean, smooth, protective and decorative coatings must be free of smudges, scratches, stains, peeling and foreign inclusions.
The quality of jewelry products must comply with GOST requirements. The quality of products made of precious metals begins to be checked with the presence of a mark and the name of the manufacturer. Jewelry products are subject to 100% inspection.
The quality of the appearance of products, packaging, and labeling is checked visually with the naked eye under the light of an electric light bulb of 30-40 W, with the light source located at a distance of 25-30 cm. The period for detecting hidden defects in products with precious stones, as well as hinged joints in earrings and bracelets - 18 months from the date of sale, and for other products - 12 months.
According to GOST (ISO)-8402, quality is a set of consumer properties of products that manifest themselves during operation (consumption) and are capable of satisfying current or future needs.
When assessing the quality of goods, concepts such as quality control and quality level assessment are distinguished.
Quality control is a check of compliance of the quality indicators of a particular product with the requirements established by standards and other regulatory or normative-technical documents. During the process of quality control, the inspector records the value of a particular quality indicator in the sample being checked, and then compares the found value with the value given for the same indicator in regulatory or technical documents. Most often, the purpose of quality control is to establish the grade of a specific sample or to reject defective products.
Quality control is carried out at different stages of production and circulation of goods. For example, a manufacturer carries out incoming, operational and output quality control, that is, it controls the quality of raw materials and materials, the quality of construction and design (the quality of a standard sample and technical description or the quality of an author’s sample for individually produced products), the quality of manufacturing at certain technological stages, as well as the quality of the finished product.
When transferring goods from one party to another, the most stringent acceptance quality control is carried out, as, for example, in the process of acceptance of goods by trade organizations. Acceptance inspection can be continuous or selective. In wholesale trade organizations, products made of precious metals undergo continuous (100%) quality control. All other jewelry items are subject to random control; 10% of the items in the batch are subject to sampling, but not less than 10 items. At retail enterprises, complete control of all jewelry is carried out.
Quality control of faceted inserts
Faceted jewelry inserts can currently be sold to end consumers (individuals), however, mainly the products produced by a cutting enterprise are purchased by manufacturers of finished jewelry with inserts.
The most important thing for a cutting company is quality control of the finished product, as a result of which the cut insert belongs to one or another quality group (or is rejected). As an example of such quality control at a cutting enterprise, the procedure for quality control of a diamond is described below as the most complex and responsible (due to the high cost of each insert). Faceted inserts from other minerals can be assessed similarly or according to a more simplified scheme.
Requirements for the quality of diamond manufacturing are set out in GOST R 52913-2008 “Diamonds. Classification. Technical requirements" and TU 117-4.2099-2002 "Diamonds. Technical requirements. Classification". Currently, there are four quality groups for diamond cutting: A, B, C, D. The division into quality groups is based on the proportions of the cut stone. The parameters of diamonds of one or another cut quality group are presented in the table.
Table
Diamond cut quality groups according to GOST R 52913-2008
| Group | Average girdle diameter D, mm | Pad diameter d, % nominal (limits) | Height (thickness) of the girdle h, % nominal (limits) | Inclination angle of the crown faces α, degrees, nominal (limits) | Angle of inclination of pavilion faces β, degrees, nominal |
| Kr-17 | |||||
| A | Up to 2.2 inclusive | 55-65 | 1,5-3,0 | 30-35 | 40-42 |
| B | Up to 2.2 inclusive | 50-65 | 1,5-5,0 | 30-40 | 40-42 |
| Kr-57 KR-33 | Weight, carat | ||||
| A | Up to 0.49 | 55-65 | 1,5-3,0 | 30-35 | 40-42 |
| From 0.50 to 0.99 inclusive | 55-65 | 0,7-2,5 | 30-35 | 40-42 | |
| From 1.0 and above | 55-63 | 0,7-2,5 | 32-36 | 40-42 | |
| B | — | 50-65 | 0,7-5,0 | 30-40 | 38-43 |
| IN | — | 50-68 | 0,5-7,0 | 30-40 | 38—43 |
| G | — | 50-70 | 0,3-7,0 | 30-40 | 38-44 |
The table shows that to classify a cut diamond into a particular quality group, five main indicators are used: average girdle diameter; platform diameter; girdle height; the angles of inclination of the edges of the top and bottom to the plane of the girdle. For diamonds of simple cut shapes, only two quality groups are provided; for diamonds of more complex cut shapes, groups B and D are additionally introduced. The last two quality groups provide for less stringent requirements for the proportions of the cut stone. In addition, cut groups B and D include diamonds that have open defects on the surface (in this case, assignment to group B or D depends on the size of the defects). Fancy cut diamonds with an unconventional number and arrangement of facets are classified as cut grade B or lower.
In addition to these five main indicators, when controlling the quality of cutting, others are determined. In general, the process can be divided into two stages:
1) control of proportions and symmetry of the cut stone;
2) quality control of surface treatment.
When controlling proportions, in addition to the five indicators shown in the table, the following quality indicators are established: height of the crown and pavilion; girdle height; the amount of deviation of the girdle from the ideal round shape.
Assessment of proportion indicators is usually carried out using a proportionoscope. This device allows you to determine the proportions of a diamond and the degree of their perfection by comparing the projection of the stone under study with a schematic image of a diamond with ideal proportions. In addition, there are additional methods for determining individual proportion indicators. For example, the crown and pavilion angles can be determined visually using reference angles. The depth of the pavilion can be estimated approximately using a magnifying glass and tweezers by the size of the reflection of the platform in the edges of the bottom. In this case, the diamond is viewed through the bottom perpendicular to the platform. The reflection of the site will look like a dark rim on the edges of the bottom.
The diameter of a diamond is estimated in mm by calculating the average between its minimum and maximum girdle diameters.
Table diameter as a percentage of the diamond diameter. A platform whose size is 55-63% of the girdle diameter of the diamond will be considered excellent. The size of the area can also be determined by some auxiliary methods.
The height of the crown depends on the angle of inclination of the edges of the crown to the girdle. Typically, the angle of inclination of the crown faces (a) lies within the range of 30 to 40 degrees; most experts consider an angle of 34 degrees to be ideal.
The depth of the pavilion is interconnected with the angle of inclination of the pavilion faces to the girdle. A pavilion with a depth of 41-43% will be considered ideal by most experts, but in practice the pavilion can be less than 40% and more than 50%.
When assessing the girdle, its height and the amount of deviation from the ideal round shape are taken into account. Since a standard full brilliant cut diamond has a girdle of 16 facets, 16 measurements are usually taken and the arithmetic average is calculated. The arithmetic mean is taken to be the thickness that is most often found on a given stone. The optimal girdle is thin to slightly thick. The terms used to describe the thickness of the girdle are presented in Table.
Table
Terms used to describe girdle thickness
| Girdle thickness | At 10x magnification | No magnification |
| Extremely thin | A sharp “knife” edge is visible | Not visible |
| Very thin | A very thin line is visible | Barely visible |
| Thin | A thin line is visible | Difficult to see |
| Average | A distinct line is visible | A thin line is visible |
| Slightly thick | Visible clearly | Visible well |
| Thick | Visible very clearly | Visible very well |
| Very fat | Looks rough | Looks very clear |
| Extremely thick | Seen very rude | Even without magnification it looks rough |
When checking symmetry, the size and correct placement of the edges, the pattern and location of the platform relative to the girdle, the size and location of the culet relative to the center of the platform are checked.
Deviations of symmetry are possible deviations from the correct symmetrical pattern, which can be seen with a 10x magnifying glass (or even with the naked eye). Possible symmetry deviations, methods for identifying them and their impact on the final symmetry assessment are presented in the table.
Possible deviations in diamond symmetry
| Type of deviation | Designation | Method of detection | Grade |
| 1 | 2 | 3 | 4 |
| Displacement of the culet (spike) from the central axis of the diamond | See K. (S/os) | View the diamond through the top, the platform is perpendicular to the viewing direction. The shift of the culet (spike) from the center is assessed | If the displacement is noticeable to the naked eye, it is assessed as significant, if through a magnifying glass, it is assessed as insignificant |
| Offset of the platform from the central axis of the diamond | See Pl. (T/os). | Viewed from the top, the platform is perpendicular to the viewing direction. The shift of the site from the center is estimated | If the displacement is noticeable to the naked eye, it is assessed as significant; if through a magnifying glass, it is insignificant. If the cleat is not under the center of the pad, it may be due to either the pad being misaligned or the cleat being misaligned. If the platform is displaced, then the symmetry of the edges of the top is distorted; if the culet (spike) is displaced, then the symmetry of the edges of the bottom |
| The girdle outline is not round | O.R. (OG) | Platform up. May appear as ovalization of the pothole | May be assessed as a major or minor deviation depending on the degree of manifestation |
| The platform and girdle are not parallel | ETC. (T/G) | Soft grip, the stone rotates around its axis. Depending on the viewing direction, non-parallelism may be more or less noticeable | If observed with the naked eye, it is assessed as significant, if observed with a magnifying glass - insignificant |
| Wavy girdle | VR. (WG) | Soft grip, the stone rotates around its axis | If observed with the naked eye, it is assessed as significant, if observed with a magnifying glass - insignificant |
| Cutting (blade). Ignorance faces | Fats. (Ptg) | Sequential inspection of the entire stone, face to face, top view, bottom view, side view. Particular attention: tenon, ribs at the points of contact of the girdle, points of connection of five faces, points of connection of four sides | Minor deviations in symmetry |
| Offset of crown and pavilion faces | See (Aln) | Side view. When viewing a diamond from the side, the top wedges should be exactly above the bottom wedges, and the ribs approaching the girdle from above should be above the ribs approaching below | Minor symmetry distortion |
| Distorted edge shape | Claim. (Ras) | Sequential assessment of the shape of the site (deviation from the correct octagon is possible), star faces, top edges, top wedges, bottom wedges, bottom edges | Minor deviation of symmetry |
With a poor-quality cut, a symmetry defect may appear, called an additional facet, characterized by the appearance of an extra facet not provided for by this cut shape. In this case, a distinction is made between:
1. Knife is the remainder of the surface of the original rough diamond crystal. Typically located in the girdle area, it can be located on the top or bottom of the diamond. Often has an uneven surface, the same as a natural crystal. If the knives (or knives) are small in size, not visible when viewing the diamond through the top, then it does not affect the clarity rating, is a characteristic of symmetry and is assessed as a slight distortion of symmetry.
2. Extra-facet - an additional facet applied by the cutter, has a polished surface and can be located almost anywhere. If the extrafacet does not affect the purity rating, then it is also considered a minor distortion of symmetry.
The assessment of the culet is presented in table. A culet that is not visible to the naked eye is considered good. For culets visible to the naked eye, when assessing the depth of the pavilion, the following are subtracted from the height of the lower part of the diamond: large culet - 1% (of the girdle diameter), very large - 2%, extremely large - 3%. The best culets for a diamond are very small, small or medium culets. If there is a thorn in place of the culet, then “no culet” or “point culet” is indicated.
The technological ability to make a diamond spike appeared relatively recently. Therefore, almost all antique cut diamonds have large culets that appear as a dark spot when viewed through the table, meaning that some of the light that enters through the top of the diamond does not undergo total internal reflection and is lost. The tenon is the most fragile part of the diamond. When cutting, transporting or setting a stone, it may be chipped or rolled, which is considered a defect in the quality of processing.
Table
Terms used to evaluate culet size
| Kaletta | Description |
| 1 | 2 |
| Absent | None at all or appears as a white rolled dot (no polished surface) at 10x magnification (sometimes described as a dot if not damaged or rolled) |
| Very little | Barely visible at 10x magnification |
| Small | Difficult to see at 10x magnification |
| Average | Easily visible at 10x magnification, but invisible to the naked eye |
| Slightly large | Visible octagonal outline at 10x magnification, visible to the naked eye |
| Big | Visible to the naked eye |
| Very big | Clearly visible to the naked eye as a black spot on the site |
| Extremely large | Octagonal outline visible to the naked eye |
In the process of checking the quality of surface treatment, the quality of surface treatment of the girdle is determined (roughness, graininess, uniformity of arrangement, etc.) and the quality of polishing of the surface of the edges (presence of grinding marks, small chips, dullness, burn marks, etc.). When assessing the quality of polishing, possible surface defects are also taken into account, which do not go deep into the stone and can be removed by repolishing it without a significant loss in the weight of the stone. Before assessing polishing, the surface of the stone is well cleaned.
The table lists the types of defects that occur during the polishing stage, as well as methods for identifying them.
Table
Possible surface quality defects
Defect name | Designation | Method of detection |
| 1 | 1 | 3 |
| Rolling of ribs or tenon | Head (Abr). Skol. thorn. | The rolling of the tenon can be observed either from the side of the tenon or through the platform. Sometimes a 20-30x magnification is used (microscope), with a final assessment under a 10x magnification magnification. This defect can be confused with a very small culet or a poorly aligned tenon. Looks like a light rolled dot. The rolling of the ribs is observed by sequentially examining all the edges of the top faces, then all the edges of the bottom faces (or vice versa) |
| Porous or bearded girdle | Por. (RG), Bor. (BG) | Porosity is observed when the stone is viewed from the side, and beardiness is observed when viewed from above or below. It is a defect that occurs during peeling. The surface of the porous girdle consists of small light tubercles. Beardiness is microcracks. If they extend deep into the stone, the beards are classified as fissuring and are taken into account when assessing their purity. |
| Chips and gouges | Sk., Off. (NK) | Chips and gouges are usually found in the girdle area, on the ribs or at the culet (spike). The chip is shallower, the gouge is deeper. If not eliminated by repolishing, then it is taken into account when assessing cleanliness. |
| Traces of polishing (risks and scratches) | Rice. (PL,S) | Risks appear most often around the tenon (culet), but can occur on almost any edge. To detect marks and scratches, the edges are sequentially oriented in such a way as to catch the reflection from them |
| Pits | Yam. (Pit) | A pit is a pinpoint mark left by a blow on the face of a diamond. Usually looks like a bright dot. To detect pits, the faces are sequentially oriented in such a way as to catch the reflection from them |
Surface turbidity | Prep. (RM) | Can be formed by tar (as a result of overheating of the diamond surface during polishing). As a result, the edge does not shine and may have a coating (white, gray, brown, dark). It is recommended to additionally rinse the stone in acid. |
The final stage in controlling the quality of a cut stone is the assignment of the faceted stone under study to one or another group according to the quality of the cut.
In GOST R 52913-2008 “Diamonds. Classification. Technical Requirements" describes the requirements for the quality of cut diamonds and the procedure for assigning them to one or another quality group.
On the bottom surface of diamonds of cuts Kr-17, Kr-33 and Kr-57 weighing up to 0.29 carats of group A, no more than four knives and additional facets are allowed, and Kr-57 weighing 0.30 carats and above - no more than two knives or one knife and one additional edge. On the surface of the knives, the presence of morphological features of the faces of the original diamond crystal is allowed without pronounced gradation and traces of etching. Additional facets and knives should not distort the shape of the girdle and should be viewed from the side of the diamond platform in a direction parallel to the axis of its symmetry.
The diamond girdle must be regular in shape and uniform in height within specified tolerances. The surface of the girdle must be clean, smooth, matte gray throughout and correspond to the surface of the girdle of the reference sample. Uneven height of the girdle is allowed within 25% between the minimum and maximum values of its actual height. For diamonds weighing 1.0 carats and above, the girdle should be visually uniform around the entire perimeter. The height of the girdle at the place where the knives are left should not be less than 50% of the height of the girdle above the adjacent faces (wedges). Permissible deviations in the ovality of the girdle depending on the diameter of the diamond are shown in the table.
Table
Permissible deviations in girdle ovality
| For Group A diamonds | For group B diamonds | ||
| Up to 3.0 mm | 0.06 mm | Up to 3.0 mm | 0.08 mm |
| Over 3.0 to 5.0 mm | 2% of D | Over 3.0 to 5.0 mm | 2.5% of D |
| Over 5.0 mm | 0.10 mm | Over 5.0 mm | 0.13 mm |
The height of the top wedges should be 40-50% of the height of the top, and the height of the bottom wedges should be 75-90% of the height of the bottom, but it should be the same on each individual diamond. The edges between the facets and wedges of the diamond should be clear.
It is allowed to have a culet size of no more than 2% of the diameter or width of a diamond weighing up to 0.49 carats and no more than 1% of the diameter or width of a diamond weighing over 0.50 carats. On diamonds weighing over 1.00 carats, a culet in the form of a dot is allowed, which is faintly visible under 10x magnification.
The permissible displacement of the culet (spike) and the center of the platform relative to the axis of a diamond weighing up to 0.29 carats is no more than 2% of the diameter or width of the diamond; weighing from 0.30 to 0.99 carats - 1.5%; weighing from 1.00 carats - no more than 0.5%.
The edges of the crown should be located above the edges of the pavilion. For diamonds up to 0.99 carats, displacement of the top edges relative to the bottom edges is allowed, no more than: 10% of the base of the lower wedge of the top, or the top edge for group A diamonds; 20% for group B diamonds.
All top cut elements of diamonds weighing 1.00 carats and above must be visually symmetrical to the bottom cut elements.
Diamonds are not allowed to have curved edges or edges, or chips that are visible under 10x magnification.
The surface of the diamond's facets must be carefully polished. Traces of graphitization, risks, scratches and other traces of processing visible at 10x magnification are not allowed on the surface, with the exception of diamonds weighing up to 0.29 carats - 8th defect group, weighing from 0.30 carats - 10th group defectiveness, if elimination does not change the defectiveness group towards improvement.
On the surface of a diamond, if it contains natural defects (microseams, inclusions, cracks), traces of these defects are allowed, extending from the surface deep into the diamond, in the form of dots and stripes, regardless of their location, without chipping their boundaries.
The difference in the angles of inclination of the top or bottom edges to the plane of the girdle on one diamond is allowed no more than: 1 degree. - for group A; 2 degrees - for group B; 3 degrees — for group B; more than 3 degrees - for group G.
Jewelry quality control
Requirements for the quality of jewelry are given in OST 117-3-003-95. During acceptance control, it is necessary to keep in mind that the quality of the metal, including precious metal, used in the production of jewelry, must meet the requirements of current standards and technical specifications (TU). Metals in direct contact with the skin (body jewelry, utensils) must have permission from the Ministry of Health.
Product quality control is carried out in a certain sequence:
1. Checking the presence of the hallmark inspection mark and the name of the manufacturer on each product, as well as the presence of accompanying documents.
2. Paired items (earrings, cufflinks) must be selected according to size, shape, type, cut and color of the insert.
3. There should be no defects on the surface of the metal product: cracks, holes, burrs. The front side should be free of dents, scratches, tool marks, waviness and other visible surface defects of the product. On large-sized jewelry (items for table setting), defects dispersed over the surface of the product are allowed:
a) no more than three dispersed pores on trays, saucers, plates, etc.;
b) no more than two dispersed pores simultaneously in the field of view on volumetric products (vases, jugs, cups);
c) no more than one pore on jewelry;
d) on non-facial surfaces, minor porosity, waviness and tool marks are allowed, which do not impair the appearance of the product.
However, the terms used “insignificant” and “not deteriorating” are a purely subjective assessment; they make it easy to step over the line of what is accessible, since frequently seeing insignificant traces of a tool will lead to an understanding of the impossibility of making a product without these same traces. The expert’s vision of a piece of jewelry from an aesthetic, and in this case also from a professional and artistic point of view, fills the content of the terms “insignificant” and “not deteriorating”.
4. Enamel coatings must be smooth, shiny, without chips, cracks, scratches, bubbles, pores, omissions, gaps, stains, sagging on the filigree partition and various metal defects visible under transparent enamel. Allowed:
a) on the enamel coatings of jewelry there is a slight waviness of the enamel layer, the presence of an unfilled strip at the junction of the enamel with the partitions and edging;
b) on the enamel coatings of large-sized dishes, plates, tableware items, there is slight waviness and variation in the enamel layer, no more than three dispersed inclusions in the form of dots or scratches; no more than two dispersed inclusions in the form of dots or scratches on three-dimensional items (vases, goblets) simultaneously in the field of view; no more than one inclusion on other (smaller) products.
5. Electroplated coatings may contain contact marks that do not detract from the appearance of the product.
6. Black jewelry should not have more than five dispersed pores.
7. Welded and soldered seams should not have voids or burns, the surface should not be smooth, and the color should match the color of the composite metal.
8. Products with embossing, filigree, stamping and engraved surfaces must have a clear image. Cutting edges are not allowed, especially in products made by stamping.
9. Inserts (stone, mother-of-pearl, bone) must be fixed in the frame and prevent the possibility of them falling out. The corners and prongs must be pressed tightly against the insert. When using a blind setting, the metal rim should tightly press the insert along the girdle. The grisant pattern should be uniform around the entire perimeter of the rim. Opaque inserts can be secured with glue.
The following requirements are imposed on the quality of certain types of jewelry:
1. Earrings, brooches, detachable bracelets and neck jewelry must be equipped with locks that are easy to use and prevent spontaneous opening. The thread of the screw lock should be smooth, without breaks, the screw should move evenly, without noticeable effort. Locks on bracelets and brooches must have safety locks. Elements for fastening earrings and brooches ensure the correct position of the products during use. Pins must be elastic, with sharp ends not protruding beyond the perimeter of the product. Products with a hinged joint must be provided with mobility, without distortions or jamming.
2. Chains must be flexible, without deformed links, that is, the links in their set should not change the pattern of the entire chain. Special requirements apply to soldered chains. They must withstand a static tensile force of at least 0.25 kgf (2.5 N) with a wire diameter of up to 0.25 mm, 0.5 kgf (4.9 N) with a wire diameter of over 0.25 to 0.35 mm and 1 kgf (9.8 N) with a wire diameter over 0.35 mm. In chains made of wire with a diameter of less than 0.35 mm, there should be no more than two junctions of adjacent links.
3. Bead threads must withstand a static tensile force of at least 1 kgf (9.8 N).
4. The rings should have a diameter of 15 to 22.5 mm with an interval of every 0.5 mm.
5. Bracelets with inserts should be from 130 to 190 mm with intervals of every 5 mm.
6. Items for table setting (glasses, shot glasses, decanters, vases) must be stable on a horizontal plane and not tip over when the plane is tilted by 10-15°. When tilting a teapot or coffee pot at an angle of up to 70°, the lid must be held on the sides. Handles and handle linings must be connected by blades of knives, necks of forks, and handles of spoons without swinging or gaps.
7. In paired products in different sets with a set of identical items, the latter must be the same in shape, size, color, pattern, finish and type of inserts.
Acceptance quality control of products in appearance is carried out visually (with the naked eye) in the reflected light of an electric lamp with a power of 30-40 W with the light source located from the product at a distance of 250-300 mm.
Control of the symmetry of inserts and pairing of products by the color of the insert in paired products is carried out on white paper, always in a room protected from direct sunlight. It is not allowed to control the pairing of products by the color of the insert in the light.
Quality control of stamp imprints is also carried out visually, but using an optical magnifier with tenfold magnification.
The quality of the insert's fastening is controlled by rocking the insert with a rounded wooden or plastic rod.
The operation of locks, pins and hinged joints is checked by testing them in action five times.
The sizes of rings are determined by a ring gauge, bracelets - by a metal ruler.
If defective products are identified in a batch (during random inspection), a repeat inspection of a double number of products from the same batch is carried out. The results of the re-inspection are final.
The period for returning jewelry if a hidden defect is discovered for jewelry is 6 months from the date of sale.
Assessing the quality level of jewelry
Sometimes product quality is understood only as compliance of the product with the requirements of regulatory documents. This approach is not entirely legal, especially in relation to jewelry products. Since it does not include such concepts as artistic and aesthetic value, exclusivity, etc., although the use value of the product will depend on these indicators.
Assessing the level of quality is the broadest concept, including the selection of a range of consumer properties and quality indicators for the product being assessed, determining the numerical value of these indicators and comparing them with basic indicators. An assessment of the quality level is usually carried out at trading enterprises when selecting the most promising products for sale; at industrial enterprises when deciding on the feasibility of putting a product into production; when analyzing the competitiveness of a product, etc.
The selection of the nomenclature of consumer properties and quality indicators for the product under study is carried out on the basis of a standard nomenclature, based on the functional purpose of this particular product. The main functional indicators of the purpose of jewelry products are their aesthetic and artistic value. The aesthetic properties of the product are characterized by the following comprehensive quality indicators:
— information expressiveness;
— rationality of form;
- integrity of the composition;
— perfection of production execution and stability of presentation.
Indicators of information expressiveness show how harmoniously the ideas of beauty and harmony existing in a given society are conveyed through the form of a piece of jewelry, i.e., on the one hand, stylistic compliance and compliance with fashion, and on the other, the originality and expressiveness of the style solution.
Indicators of rationality of form characterize the extent to which the design of the product and its main elements reflects the aesthetic feasibility of the product, without violating ergonomic requirements (ease of use).
Indicators of the integrity of the composition characterize the consistency of the individual elements of the product with the aesthetic perception of the unity of the compositional solution, the connection of color combinations and decorative properties of the materials used, as well as the harmony of mutual transitions of volumes, planes and outlines of individual parts.
Indicators of perfect production execution and stability of presentation include the quality of contours, roundings and articulations of individual elements; the quality of applying decorative coatings and surface finishing, as well as the resistance of the appearance of the product and its individual elements to damage.
Quantitative assessment of aesthetic indicators is usually carried out by an expert method using a specially developed point scale.
Where to go?
This type of verification is carried out in specialized state expert centers and independent gemological laboratories. Only a highly qualified specialist - a gemologist - can perform such checks . He can be either a private individual or work in a relevant expert organization.
This kind of specialist must have an education in the field of diamonds and precious stones, confirmed by relevant documents. A specialist in this field knows the rules for forming and determining the value of jewelry, methods for their production and evaluation of characteristics.
In addition to the excellent knowledge of the specialist, a good laboratory is also required, the equipment of which will allow a high-quality assessment of the jewelry item.
State examination centers have some advantages over private ones, as they have a wider range of powers.
For example, if diamonds were accepted for testing by a private laboratory, then such an organization, based on the results of the study, can only issue a conclusion indicating the opinion of specific laboratory experts regarding the quality characteristics of the item (stone, metal, etc.). Such laboratories, unlike state expert centers, do not have the right to issue certificates for diamonds. Not all private laboratories are trusted. Only those centers that have been in this industry for a very long time, have a positive reputation and highly qualified personnel are in demand.
Factors shaping the consumer properties of jewelry products
The factors that shape the consumer properties of jewelry products are materials and production methods.
The materials for the production of jewelry are metals and their alloys, jewelry stones, decorative and ornamental materials.
The main precious metals include gold, silver and platinum. Precious metals have a beautiful appearance, high resistance to chemical and atmospheric influences, are distinguished by softness, ductility, ductility, and the ability to alloy with other metals, which determines their widespread use in jewelry production. As a rule, precious metals in their pure form are not used for making jewelry due to their insufficient hardness and wear resistance. Alloys are used with different precious metal contents, which are expressed by breakdown. Our country uses a metric system of samples, indicating the content of precious metal in 1000 parts (by weight) of the alloy.
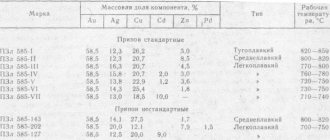
Triple alloys of gold, silver and copper, which are yellow in color, are usually used to make gold jewelry. Gold alloys used in domestic jewelry production come in five grades—958, 750, 583, 500, 375 with a gold content of 95.8%, 75.0%, etc., respectively. The alloys of each sample may vary in color and tone depending on the percentage composition of the components. The 958-carat alloy is called “blown gold”; its color does not differ from natural gold. Grades of gold alloys include designations of the components included in their composition and their percentage.
For the production of silver jewelry, silver-copper alloys of 960 , 925 , 916 , and 875 . Silver alloys are marked similarly to gold.
Of the platinum alloys in jewelry, the most commonly used platinum alloy is 950-carat platinum.
Among non-ferrous metals and their alloys, copper alloys - brass, cupronickel, and nickel silver - are most often used in jewelry production.
Jewelry stones are divided into natural and artificial. Natural stones can be of mineral or organic origin. They are divided into precious, semi-precious and ornamental. Artificial stones, as a rule, have a mineral base.
Precious stones (gems) are characterized by high transparency, hardness, and beautiful play of light. These include diamond , emerald , ruby , sapphire and pearl . The weight of gemstones is measured by carat (0.2 g).
Diamond is the hardest stone, consisting of crystalline carbon. It has a strong shine and a high refractive index. A cut diamond is called a diamond. The main parameters characterizing diamonds are shape (there are 17 types of shapes), weight (they are small, medium and large), color (7 groups), imperfection (8 groups) and geometric dimensions. The most valuable are colorless diamonds, as well as stones with blue, blue, reddish or greenish colors.
Ruby and sapphire are the hardest stones after diamond. They are based on crystalline alumina (corundum). The color is determined by the presence of minor impurities of metal oxides. Rubies are red, sapphires are often blue, sometimes reddish blue or purple.
Pearls are a precious stone of limited origin, formed in the shells of river and sea mollusks. It is distinguished by the peculiar iridescent shine of its mother-of-pearl substance. The color of pearls may vary. The most valuable are shiny round-shaped pearls in white and pink colors.
Semi-precious stones are varied. These stones are transparent and translucent, colorless and colored. Their properties are also different, determined primarily by their chemical composition and internal structure. Based on their chemical composition, there are several groups of semi-precious stones: the beryl group (aquamarine, alexandrite), the quartz group (amethyst, rock crystal, opal), etc. Semi-precious stones also include stones of organic origin: amber, coral. The weight of semi-precious stones is measured in grams. The names and colors of some of them are given below.
Aquamarine is a stone of bluish blue shades, reminiscent of sea water; alexandrite - emerald-green in daylight and violet-red in artificial light; amethyst – violet or bluish-violet color; rock crystal – transparent, colorless; opal – translucent, iridescent, often milky white; topaz is colorless, wine yellow, pink and other shades.
Amber is a light and soft stone, which is the fossilized resin of ancient coniferous trees. The color of amber ranges from bright yellow to brownish brown. The most valuable is transparent amber with inclusions of insects or plant particles.
Corals are the fossilized carcasses of marine invertebrate organisms - polyps. They are opaque and have different colors.
Agate is a translucent, translucent, multi-colored (up to 20 shades), patterned (striped, layered) stone. A variety of agate, usually banded in black and white, is called onyx.
Artificial stones are often obtained from oxides of various metals by growing crystals under certain conditions. These include synthetic corundum, artificial garnet, emerald, sapphire, artificial crystals - cubic zirconia, cultured pearls, etc. Often artificial stones are almost no different from natural ones. They are usually larger in size, cleaner and evenly colored.
Glass, bone, horn, plastics, etc. are used among decorative and ornamental materials in the production of jewelry.
The peculiarity of jewelry is that they are regarded as works of art and are created by artists - jewelers. Jewelry production begins with the development of a sketch, production of a model, and its approval by the artistic council. The main technological processes of production are as follows: preparation, creation of forms, finishing, cutting and setting.
Procurement of materials from raw materials and semi-finished products is carried out by melting, rolling, drawing, forging and cutting.
The shape of jewelry is created by stamping, lost wax casting, and mounting (assembling parts by soldering, welding or riveting).
Finishing of jewelry involves mechanical processing (grinding, polishing, embossing, engraving) or applying protective and decorative coatings (blackening, oxidation, gilding, silvering, enameling). Recently, enamel - miniature painting on enamel, filigree (filigree) - an openwork pattern made of smooth or twisted wire, inlay with various materials - have been increasingly used for decorating jewelry.
Jewelry stones are cut in various ways. The main ones are rose cut (the side surfaces of the stone consist of triangular facets brought together at the top into a point), diamond cut (with a large number of facets arranged in several tiers), step cut (the facets are arranged in rows in the form of steps), cabochon cut (the upper part of the stone has a curved shape).
The most common types of stone settings in jewelry
With a prong setting, the stone is clamped in the claws (prongs), while with a grisant setting, it is crimped with a rim with a notch (grisant). Root setting is used more often for small stones, which are installed in holes drilled in the product and secured with corners (metal particles). With blind setting, the stone is secured with a tape rim around the entire circumference.