Главная / Жалобы, суды, права потребителей / Права потребителей
Назад
Опубликовано: 05.11.2018
Время на чтение: 5 мин
0
502
Согласно Постановлению Правительства от 19.01.1998 №55, ювелирные изделия и другие изделия из драгоценных металлов и камней нельзя обменять или вернуть, если они надлежащего качества. Если же покупатель обнаружил брак в изделии уже после покупки, то он вправе обратиться к продавцу с претензией. Как правило, продавец в таком случае отправляет изделие на экспертизу, чтобы определить имеющиеся дефекты и причины их возникновения. Если продавец отказывается рассматривать претензию покупателя, а также проводить экспертизу, то потребитель вправе самостоятельно обратиться к экспертам.
- В каких случаях проводят экспертизу
- Виды и этапы проведения
- Куда обратиться?
- Стоимость, сроки и результаты проверки
Экспертиза ювелирных изделий — это проверка, в ходе которой устанавливается соответствие качественных и количественных характеристик конкретного изделия с установленными стандартами. Результаты проверки позволяют определить стоимость изделия на ювелирном рынке, принадлежность использованных материалов к драгоценным камням и металлам, дефекты и причины их возникновения, а также как давно изделие было изготовлено.
В каких случаях проводят экспертизу
Для проведения экспертизы заказчик должен обратиться с соответствующим заявлением к оценщикам, в котором следует четко сформулировать вопросы, на которые он желает получить ответы в результате проверки.
Чаще всего проведение экспертизы требуется в следующих случаях:
- обнаружение потребителем дефектов после покупки украшения в ювелирном магазине;
- ювелирное изделие выставляется на аукционе, экспертиза требуется для оценки качества и стоимости лота;
- изъятие изделий из драгоценных металлов и камней сотрудниками правоохранительных органов в ходе проведения расследования;
- заключение сделки купли-продажи между частными лицами;
- оценка стоимости драгоценностей при обнаружении клада;
- решение вопроса с наследством;
- другие случаи.
В роли заказчика может быть индивидуальный предприниматель, физическое или юридическое лицо, а сама экспертиза может проводиться для урегулирования гражданских споров, а также для расследования уголовных и административных дел.
Виды и этапы проведения
Экспертиза ювелирного изделия или другого предмета из драгоценного металла или камня может быть следующих видов:
- Геммологическая. Оценивается ювелирный предмет, драгоценный камень или другой аналог, при изготовлении которого были использованы синтетические материалы. Результаты такой проверки позволяют установить название камня и другие характеристики, от которых зависит общая стоимость предмета: вес, цвет, форма и качество огранки.
- Технологическая. В ходе такой проверки эксперты устанавливают все технологические особенности украшения. Определяется проба, состав камня и самого металла, а также причины появления имеющихся дефектов на предмете. Также в результатах такой проверки отражается соответствие характеристик ювелирного украшения установленным стандартам качества.
- Искусствоведческая. Проводится относительно предметов антиквариата. В ходе такой проверки устанавливается достоверная связь с историей, дата изготовления, а также стилистические и художественные характеристики.
Чтобы определить качество изделия и его точную стоимость, ювелирное украшение проходит ряд этапов при проведении экспертизы:
- очистка украшения (другого ювелирного предмета) с помощью ультразвука;
- осмотр под микроскопом, что позволит определить класс камня (драгоценный или полудрагоценный), если в украшении имеется такая вставка;
- оценивается качество камня и металла;
- устанавливается стоимость;
- составляется заключение экспертизы.
Качество ювелирных изделий
Категория: Разные непродовольственные товары
Контроль качества ювелирных изделий из сплавов драгоценных металлов проводят внешним осмотром. При контроле проверяют правильность оформления этикеток, правильность формы изделия, наличие на каждом изделии соответствующего сопроводительным документам клейма госинспекции пробирного надзора и именника предприятия-изготовителя, массу изделия, качество отделки, исправность замков и шарнирных соединений, наличие, целость и прочность закрепления вставок, соответствие размерам. Изделия осматривают невооруженным глазом на фоне листа белой бумаги при дневном свете или освещении лампы дневного света. Осмотр пробирного клейма, именника и вставок проводят с использованием 6х или 10х лупы. Оттиски клейма госинспекции пробирного надзора и именника изготовителя должны быть четкими.
Парные изделия (серьги, запонки) должны соответствовать друг другу по размерам, форме, виду огранки, цвету вставок. На поверхности изделий не должно быть вмятин, царапин, пятен, потертостей, ухудшающих внешний вид изделий. Эмалевые покрытия изделий должны быть гладкими, блестящими, без сколов и трещин. Вставки должны быть закреплены в оправе неподвижно. Возможность выпадения вставок должна быть исключена. Концы крапанов и корнеров должны быть плотно прижаты к поверхностям вставок. Контроль качества закрепки вставок производится визуально, встряхиванием и легким покачиванием вставки (со стороны площадки) закругленным деревянным стержнем. Поверхность вставок должна быть блестящей, полированной. Ребра граней вставки должны быть четко выражены. Все элементы огранки верха должны быть визуально симметричны элементам огранки низа. Замки в изделиях должны исключать само
произвольное их открывание и быть удобными в пользовании. Шарнирные соединения в изделиях должны обеспечивать подвижность деталей без их перекосов и люфтов. Работу замков и шарнирных соединений проверяют пятикратным опробованием их в действии. Цепочки не должны иметь деформированных звеньев. Массу изделий из сплавов драгоценных металлов определяют взвешиванием на технических весах с точностью до 0,01 г для изделий из сплавов золота, платины и металлов платиновой группы и с точностью до 0,1 г — из сплавов серебра.
Размер колец определяется с помощью конусного кольцемера и должен соответствовать установленным размерам и маркировочным данным.
Требования к качеству ювелирных изделий подразделяют на группы:
— к материалам и к конструкции;
— к размерам;
— к отделке, массе изделий.
Необходимо, чтобы все детали были прочно смонтированы, замок надежно работал, а шарнирное соединение обеспечивало бы плавное открытие створок, без перекосов и люфтов.
Поверхность изделий должна быть чистой, ровной, защитно-декоративные покрытия — без подтеков, царапин, пятен, отслоений и посторонних включений.
Качество ювелирных товаров должно соответствовать требованиям ГОСТ. Качество изделий из драгоценных металлов начинают проверять с наличия клейма и именника предприятия-изготовителя. Ювелирные товары подвергают 100 %-й проверке.
Качество внешнего вида изделий, упаковки, маркировки проверяется визуально невооруженным глазом при свете электрической лампочки в 30—40 Вт, при расположении источника света на расстоянии 25—30 см. Срок обнаружения скрытых дефектов изделий с драгоценными камнями, а также шарнирных соединений у серег и браслетов — 18 месяцев со дня продажи, а у остальных изделий — 12 месяцев.
По ГОСТу (ISO)-8402, качество — это совокупность потребительских свойств продукции, проявляющихся при эксплуатации (потреблении) и способных удовлетворять текущие или перспективные потребности.
При оценке качества товаров различают такие понятия, как контроль качества и оценка уровня качества.
Контроль качества представляет собой проверку соответствия показателей качества конкретного изделия требованиям, установленным стандартами и другими нормативными или нормативно-техническими документами. В процессе проведения контроля качества контролер регистрирует значение того или иного показателя качества в проверяемом образце, а затем найденное значение сравнивает со значением, приведенным для этого же показателя в нормативных или нормативнотехнических документах. Чаще всего целью контроля качества является установление сорта конкретного образца или отбраковка дефектных изделий.
Контроль качества проводится на разных стадиях производства и обращения товара. Например, производитель осуществляет входной, оперативный и выходной контроль качества, то есть контролирует качество исходного сырья и материалов, качество конструирования и проектирования (качество образца-эталона и технического описания или качество авторского образца для изделий единичного производства), качество изготовления на определенных технологических этапах, а также качество готового изделия.
При передаче товара от одной стороны к другой осуществляется наиболее жесткий приемочный контроль качества, как, например, в процессе приемки товара торговыми организациями. Приемочный контроль может быть сплошным и выборочным. В оптовых организациях торговли изделия из драгоценных металлов проходят сплошной (100%-й) контроль качества. Все остальные ювелирные изделия подвергаются выборочному контролю, выборке подлежат 10% изделий партии, но не менее 10 изделий. На предприятиях розничной торговли проводят сплошной контроль всех ювелирных изделий.
Контроль качества ограненных вставок
Ограненные ювелирные вставки в настоящее время могут реализовываться конечным потребителям (частным лицам), однако, в основном продукция, выпускаемая ограночным предприятием, закупается производителями готовых ювелирных изделий со вставками.
Наиболее важным для ограночного предприятия является контроль качества готового изделия, в результате которого ограненная вставка относится к той или иной группе качества (или же отбраковывается). В качестве примера проведения такого контроля качества на ограночном предприятии ниже описывается процедура контроля качества бриллианта, как наиболее сложная и ответственная (из-за высокой стоимости каждой вставки). Ограненные вставки из другие минералов могут оцениваться аналогично или же по более упрощенной схеме.
Требования к качеству изготовления бриллиантов изложены в ГОСТ Р 52913-2008 «Бриллианты. Классификация. Технические требования» и ТУ 117-4.2099-2002 «Бриллианты. Технические требования. Классификация». В настоящее время существуют четыре группы качества огранки бриллиантов: А, Б, В, Г. За основу деления на группы качества взяты пропорции ограненного камня. Значения параметров бриллиантов той или иной группы качества огранки представлены в таблице.
Таблица
Группы качества огранки бриллиантов по ГОСТ Р 52913-2008
| Группа | Средний диаметр рундиста D, мм | Диаметр площадки d, % номинал (пределы) | Высота (толщина) рундиста h, % номинал (пределы) | Угол наклона граней короны α, град, номинал (пределы) | Угол наклона граней павильона β, град, номинал |
| Кр-17 | |||||
| А | До 2,2 включительно | 55-65 | 1,5-3,0 | 30-35 | 40-42 |
| Б | До 2,2 включительно | 50-65 | 1,5-5,0 | 30-40 | 40-42 |
| Кр-57 КР-33 | Масса, карат | ||||
| А | До 0,49 | 55-65 | 1,5-3,0 | 30-35 | 40-42 |
| От 0,50 до 0,99 включительно | 55-65 | 0,7-2,5 | 30-35 | 40-42 | |
| От 1,0 и выше | 55-63 | 0,7-2,5 | 32-36 | 40-42 | |
| Б | — | 50-65 | 0,7-5,0 | 30-40 | 38-43 |
| В | — | 50-68 | 0,5-7,0 | 30-40 | 38—43 |
| Г | — | 50-70 | 0,3-7,0 | 30-40 | 38-44 |
Из таблицы видно, что для отнесения ограненного бриллианта к той или иной группе качества используется пять основных показателей: средний диаметр рундиста; диаметр площадки; высота рундиста; углы наклона граней верха и низа к плоскости рундиста. Для бриллиантов простых форм огранки предусмотрены только две группы качества, для бриллиантов более сложных форм огранки дополнительно введены группы В и Г. В двух последних группах качества предусмотрены менее жесткие требования к пропорциям ограненного камня. Кроме того, к группам огранки В и Г относят бриллианты, имеющие открытые дефекты на поверхности (в этом случае отнесение к группе В или Г зависит от размера дефектов). Бриллианты фантазийных форм огранки с нетрадиционным количеством и расположением граней относят к группе огранки Б или ниже.
Кроме этих пяти основных показателей при контроле качества огранки определяют и другие. В общем виде процесс можно условно разделить на два этапа:
1) контроль пропорций и симметрии ограненного камня;
2) контроль качества обработки поверхности.
При контроле пропорций кроме пяти показателей, показанных в таблице, устанавливаются следующие показатели качества: высота короны и павильона; высота рундиста; величина отклонений рундиста от идеальной круглой формы.
Оценка показателей пропорции обычно осуществляется с помощью пропорциоскопа. Этот прибор позволяет определить пропорции бриллианта и степень их совершенства при сравнении проекции исследуемого камня со схематическим изображением бриллианта с идеальными пропорциями. Кроме того, существуют дополнительные методы определения отдельных показателей пропорции. Например, углы наклона короны и павильона могут определяться визуально с помощью эталонных уголков. Глубину павильона можно оценить приблизительно с помощью лупы и пинцета по размеру отражения площадки в гранях низа. При этом бриллиант просматривают через низ перпендикулярно площадке. Отражение площадки будет выглядеть на гранях низа как темный ободок.
Диаметр бриллианта оценивается в мм путем расчета среднего значения между его минимальным и максимальным диаметрами по рундисту.
Диаметр площадки в % от диаметра бриллианта. Площадка, размер которой составляет 55-63% от диаметра бриллианта по рундисту, будет признана отличной. Величину площадки можно определить также некоторыми вспомогательными методами.
Высота короны зависит от показателя угла наклона граней короны к рундисту. Обычно угол наклона граней короны (а) лежит в пределах значений от 30 до 40 град., идеальным большинство экспертов считают угол 34 град.
Глубина павильона взаимосвязана с показателем угла наклона граней павильона к рундисту. Идеальным большинством экспертов будет признан павильон глубиной 41—43%, но на практике павильон может быть и меньше 40%, и больше 50%.
При оценке рундиста учитываются его высота и величина отклонения от идеальной круглой формы. Поскольку у стандартного бриллианта полной бриллиантовой огранки рундист имеет 16 граней, то обычно проводят 16 измерений и вычисляют среднее арифметическое. За среднее арифметическое принимается такая толщина, которая чаще всего встречается на данном камне. Оптимальным считается рундист от тонкого до слегка толстого. Термины, применяемые для описания толщины рундиста, представлены в табл.
Таблица
Термины, применяемые для описания толщины рундиста
| Толщина рундиста | При 10-кратном увеличении | Без увеличения |
| Чрезвычайно тонкий | Видно острое ребро-«нож» | Не виден |
| Очень тонкий | Видна очень тонкая линия | Едва виден |
| Тонкий | Видна тонкая линия | Виден с трудом |
| Средний | Видна отчетливая линия | Видна тонкая линия |
| Слегка толстый | Виден отчетливо | Виден хорошо |
| Толстый | Виден весьма отчетливо | Виден очень хорошо |
| Очень толстый | Выглядит грубо | Выглядит весьма отчетливо |
| Чрезвычайно толстый | Виден очень грубым | Даже без увеличения выглядит грубым |
При контроле симметрии проверяются величина и правильность размещения граней, рисунок и расположение площадки относительно рундиста, размер и расположение калетты относительно центра площадки.
Отклонениями симметрии называются возможные отклонения от правильного симметричного рисунка, которые можно заметить в лупу 10-кратного увеличения (или даже невооруженным глазом). Возможные отклонения симметрии, способы их выявления и их влияние на заключительную оценку симметрии представлены в таблице.
Возможные отклонения симметрии бриллианта
| Вид отклонения | Обозначение | Способ выявления | Оценка |
| 1 | 2 | 3 | 4 |
| Смещение калетты (шипа) от центральной оси бриллианта | См. К. (С/ос) | Просмотр бриллианта через верх, площадка перпендикулярна направлению просмотра. Оценивается сдвиг калетты (шипа) от центра | Если смещение заметно невооруженным глазом, оно оценивается как значительное, если в лупу -как незначительное |
| Смещение площадки от центральной оси бриллианта | См. Пл. (Т/ос). | Просмотр через верх, площадка перпендикулярна направлению просмотра. Оценивается сдвиг площадки от центра | Если смещение заметно невооруженным глазом, оно оценивается как значительное, если в лупу — незначительное. Если шип не находится под центром площадки, то это может быть вызвано либо смещением площадки, либо смещением шипа. Если смещена площадка, то искажена симметрия граней верха, если смещена калет-та (шип), то симметрия граней низа |
| Контур рундиста не круглый | О.Р. (O.G.) | Площадкой вверх. Может проявляться как овализированность выбоины | Может оцениваться как значительное или незначительное отклонение в зависимости от степени проявления |
| Площадка и рундист не параллельны | П/Р. (T/G) | Мягкий захват, камень поворачивается вокруг своей оси. В зависимости от направления просмотра непараллельность может быть более или менее заметна | Если наблюдается невооруженным глазом, оценивается как значительное, если в лупу -незначительное |
| Волнистый рундист | ВР. (WG) | Мягкий захват, камень поворачивается вокруг оси | Если наблюдается невооруженным глазом, оценивается как значительное, если в лупу -незначительное |
| Разгранка (расклинка). Несведение граней | Фац. (Ptg) | Последовательный осмотр всего камня, грань за гранью, вид сверху, вид снизу, вид сбоку. Особое внимание: шип, ребра в точках касания рундиста, точки сопряжения пяти граней, точки сопряжения четырех граней | Незначительные отклонения в симметрии |
| Смещение граней короны и павильона | См. (Аln) | Вид сбоку. При осмотре бриллианта сбоку клинья верха должны находиться точно над клиньями низа, и ребра, подходящие к рундисту сверху над ребрами, подходящими снизу | Незначительное искажение симметрии |
| Искаженная форма граней | Иск. (Рас) | Последовательная оценка формы площадки (возможно отклонение от правильного восьмиугольника), граней звезды, граней верха, клиньев верха, клиньев низа, граней низа | Незначительное отклонение симметрии |
При некачественной огранке может проявиться дефект симметрии, называемый дополнительной гранью, характеризующийся появлением лишней грани, не предусмотренной данной формой огранки. В этом случае различают:
1. Найф-остаток поверхности исходного кристалла алмазного сырья. Обычно расположен в зоне рундиста, может располагаться на верхней или нижней части бриллианта. Часто имеет неровную поверхность, такую же, как и природный кристалл. Если найф (или найфы) имеет незначительный размер, не виден при просмотре бриллианта через верх, то он не влияет на оценку по чистоте, является характеристикой симметрии и оценивается как незначительное искажение симметрии.
2. Экстрафацет — дополнительная грань, нанесенная огранщиком, имеет полированную поверхность и может располагаться практически в любом месте. Если экстрафацет не влияет на оценку по чистоте, то его также относят к незначительному искажению симметрии.
Оценка калетты представлена в табл. Хорошей считается калетта, не видимая невооруженным глазом. Для калетт, видимых невооруженным глазом, при оценке глубины павильона из высоты нижней части бриллианта вычитают: большая калетта — 1% (от диаметра рундиста), очень большая — 2%, чрезвычайно большая — 3%. Наилучшими для бриллианта являются очень маленькие, маленькие или средние калетты. Если на месте калетты находится шип, то указывается «калетта отсутствует» или «калетта точечная».
Технологические возможности изготавливать у бриллианта шип появились сравнительно недавно. Поэтому почти все бриллианты старинной огранки имеют большие калетты, которые выглядят при просмотре через площадку как темное пятно, т. е. часть света, который входит через верх бриллианта, не претерпевает полного внутреннего отражения и теряется. Шип является самой хрупкой частью бриллианта. При огранке, перевозке или закрепке камня, он может быть сколот или завальцован, что считается дефектом качества обработки.
Таблица
Термины, применяемые для оценки размера калетты
| Калетта | Описание |
| 1 | 2 |
| Отсутствует | Нет вообще или выглядит как белая завальцованная точка (нет полированной поверхности) при 10-кратном увеличении (иногда описывается как точечная, если не повреждена и не завальцована) |
| Очень маленькая | Едва различима при 10-кратном увеличении |
| Маленькая | С трудом различима при 10-кратном увеличении |
| Средняя | Легко различима при 10-кратном увеличении, но невидима невооруженным глазом |
| Слегка большая | Виден восьмиугольный контур при 10-кратном увеличении, различима невооруженным глазом |
| Большая | Видима невооруженным глазом |
| Очень большая | Явно видна для невооруженного глаза как черное пятно на площадке |
| Чрезвычайно большая | Восьмиугольный контур виден невооруженным глазом |
В процессе проверки качества обработки поверхности определяются качество обработки поверхности рундиста (шероховатость, зернистость, равномерность расположения и др.) и качество полировки поверхности граней (наличие следов шлифования, мелких сколов, заматованности, следов подгара и т. д.). При оценке качества полировки также учитываются возможные поверхностные дефекты, которые не уходят вглубь камня и могут быть удалены при его переполировке без существенной потери в весе камня. Перед оценкой полировки поверхность камня хорошо очищается.
В таблице перечислены виды дефектов, возникающих на этапе полировки, а также способы их выявления.
Таблица
Возможные дефекты качества обработки поверхности
| Название дефекта | Обозначение | Способ выявления |
| 1 | 1 | 3 |
| Завальцованность ребер или шипа | Зав. (Аbr). Скол. шип. | Завальцованность шипа можно наблюдать либо со стороны шипа, либо через площадку. Иногда используется увеличение 20-30-кратное (микроскоп), с окончательной оценкой под лупой 10-кратного увеличения. Этот дефект можно спутать с очень маленькой калеттой или плохо сведенным шипом. Выглядит как светлая завальцованная точка. Завальцованность ребер наблюдают, последовательно просматривая все ребра граней верха, затем все ребра граней низа (или наоборот) |
| Пористый либо бородатый рундист | Пор. (RG), Бор. (BG) | Пористость наблюдается при осмотре камня сбоку, а бородатость — при просмотре сверху или снизу. Является дефектом, возникающим во время обдирки. Поверхность пористого рундиста состоит из мелких светлых бугров. Бородатость — это микротрещины. В случае, если они глубоко заходят внутрь камня, бородатость классифицируется как трещиноватость и учитывается при оценке по чистоте |
| Сколы и выколы | Ск., Вык. (NK) | Сколы и выколы встречаются обычно в зоне рундиста, на ребрах или у калетты (шипа). Скол — более пологий, выкол — более глубокий. Если не устраняется переполировкой, то учитывается при оценке по чистоте |
| Следы полировки (риски и царапины) | Рис. (PL,S) | Риски появляются чаще всего вокруг шипа (калетты), но могут встречаться практически на любых гранях. Для обнаружения рисок и царапин последовательно ориентируют грани таким образом, чтобы поймать от них отблеск |
| Ямки | Ям. (Pit) | Ямка — точечный след от удара на грани бриллианта. Обычно выглядит как светлая точка. Для обнаружения ямок последовательно ориентируют грани таким образом, чтобы поймать от них отблеск |
| Замутнение поверхности | Подг. (РМ) | Может быть образовано подгаром (в результате перегрева поверхности бриллианта при полировке). В результате грань не блестит и может иметь налет (белый, серый, бурый, темный). Рекомендуется дополнительно промыть камень в кислоте |
Завершающим этапом при контроле качества ограненного камня является отнесение исследуемого ограненного камня к той или иной группе по качеству огранки.
В ГОСТ Р 52913-2008 «Бриллианты. Классификация. Технические требования» описаны требования к качеству ограненных бриллиантов и порядок их отнесения к той или иной группе качества.
На поверхности низа бриллиантов форм огранки Кр-17, Кр-33 и Кр-57 массой до 0,29 карат группы А допускается не более четырех найфов и дополнительных граней, а Кр-57 массой от 0,30 карат и выше — не более двух найфов или одного найфа и одной дополнительной грани. На поверхности найфов допускается наличие морфологических особенностей граней исходного кристалла алмаза без ярко выраженной ступенчатости и следов травления. Дополнительные грани и найфы не должны искажать форму рундиста и просматриваться со стороны площадки бриллиантов в направлении, параллельном оси его симметрии.
Рундист бриллианта должен быть правильным по форме и равномерным по высоте в пределах установленных допусков. Поверхность рундиста должна быть на всем протяжении чистой, гладкой, матово-серой и соответствовать поверхности рундиста эталонного образца. Допускается неравномерность высоты рундиста в пределах 25% между минимальным и максимальным значениями его фактической высоты. Для бриллиантов массой от 1,0 карат и выше рундист должен быть визуально равномерным по всему периметру. Высота рундиста в месте оставления найфов не должна быть менее 50% высоты рундиста над соседними гранями (клиньями). Допустимые отклонения по овальности рундиста в зависимости от диаметра бриллианта указаны в таблице.
Таблица
Допустимые отклонения по овальности рундиста
| Для бриллиантов группы А | Для бриллиантов группы Б | ||
| До 3,0 мм | 0,06 мм | До 3,0 мм | 0,08 мм |
| Свыше 3,0 до 5,0 мм | 2% от D | Свыше 3,0 до 5,0 мм | 2,5% от D |
| Свыше 5,0 мм | 0,10 мм | Свыше 5,0 мм | 0,13 мм |
Высота верхних клиньев должна составлять 40-50% высоты верха, а высота клиньев низа — 75-90% высоты низа, но на каждом отдельном бриллианте она должна быть одинакова. Ребра между гранями и клиньями бриллианта должны быть четкими.
Допускается наличие калетты размером не более 2% от диаметра или ширины бриллианта массой до 0,49 карат и не более 1% от диаметра или ширины бриллианта массой от 0,50 карат. На бриллиантах массой от 1,00 карат допускается калетта в виде точки, слабо видимой при 10-кратном увеличении.
Допустимое смещение калетты (шипа) и центра площадки относительно оси бриллианта массой до 0,29 карат — не более 2% от диаметра или ширины бриллианта; массой от 0,30 до 0,99 карат — 1,5%; массой от 1,00 карат — не более 0,5%.
Грани короны должны располагаться над гранями павильона. Для бриллиантов до 0,99 карат допускается смещение ребер верха относительно граней низа, не более: 10% основания нижнего клина верха, или грани верха для бриллиантов группы А; 20% для бриллиантов группы Б.
Все элементы огранки верха бриллиантов массой от 1,00 карат и выше должны быть визуально симметричны элементам огранки низа.
На бриллиантах не допускаются искривления граней и ребер, а также сколы, видимые при 10-кратном увеличении.
Поверхность граней бриллианта должна быть тщательно отполирована. На поверхности не допускаются следы графитизации, риски, царапины и другие следы обработки, видимые при 10-кратном увеличении, за исключением, бриллиантов массой до 0,29 карат — 8-й группы дефектности, массой от 0,30 карат -10-й группы дефектности, если устранение не изменит группу дефектности в сторону улучшения.
На поверхности бриллианта при наличии в нем природных дефектов (микрошвов, включений, трещин) допускаются следы этих дефектов, уходящие с поверхности вглубь бриллианта, в виде точек и полосок независимо от места их расположения, без скалывания их границ.
Разность углов наклона граней верха или низа к плоскости рундиста на одном бриллианте допускается не более: 1 град. -для группы А; 2 град. — для группы Б; 3 град. — для группы В; более 3 град. — для группы Г.
Контроль качества ювелирных изделий
Требования к качеству ювелирных изделий даны в ОСТ 117— 3—003—95. При приемочном контроле необходимо иметь в виду, что качество металла, в том числе драгоценного, используемого при производстве ювелирных изделий, должно соответствовать требованиям действующих стандартов и технических условий (ТУ). Металлы, находящиеся в непосредственном соприкосновении с кожей (нательные украшения, посуда), должны иметь разрешение Министерства здравоохранения.
Контроль качества изделий осуществляется в определенной последовательности:
1. Проверка наличия на каждом изделии клейма инспекции пробирного надзора и именника предприятия-изготовителя, а также наличие сопроводительных документов.
2. Парные изделия (серьги, запонки) должны быть подобраны по размеру, форме, виду, огранке и цвету вставки.
3. На поверхности изделия из металла не должно быть дефектов: трещин, раковин, заусенцев. На лицевой стороне не должно быть вмятин, царапин, следов инструмента, волнистости и других видимых глазом нарушений поверхности изделия. На крупногабаритных ювелирных изделиях (предметы для сервировки стола) допускаются дефекты, рассредоточенные по поверхности изделия:
а) не более трех рассредоточенных пор на подносах, блюдцах, тарелках и др.;
б) не более двух одновременно находящихся в поле зрения рассредоточенных пор на объёмных изделиях (вазах, кувшинах, кубках);
в) не более одной поры на украшениях;
г) на нелицевых поверхностях допускаются незначительные пористости, волнистость и следы инструмента, не ухудшающие внешний вид изделия.
Однако употребляемые термины «незначительные» и «не ухудшающие» носят сугубо субъективную оценку, они позволяют легко перешагнуть грань доступного, так как частое видение незначительных следов инструмента приведет к пониманию невозможности исполнения изделия без этих самых следов. Видение экспертом ювелирного изделия с эстетической, а в данном случае и с профессионально-художественной точки зрения и наполняет содержание терминов «незначительные», «не ухудшающие».
4. Эмалевые покрытия должны быть гладкими, блестящими, без сколов, трещин, царапин, пузырьков, пор, пропусков, просветов, пятен, наплывов на филигранную перегородку и различных дефектов металла, видимых под прозрачной эмалью. Допускаются:
а) на эмалевых покрытиях украшений незначительная волнистость эмалевого слоя, наличие незаполненной полосы в местах соединения эмали с перегородками и кантом;
б) на эмалевых покрытиях крупногабаритных блюд, тарелок, предметов для сервировки стола незначительная волнистость и разнотонность слоя эмали, не более трех рассредоточенных включений в виде точек или царапин; не более двух одновременно находящихся в поле зрения рассредоточенных включений в виде точек или царапин на объемных изделиях (вазах, кубках); не более одного включения на остальных (более мелких) изделиях.
5. На гальванических покрытиях могут быть следы контактов, не ухудшающие внешний вид изделия.
6. На черных ювелирных изделиях не должно быть более пяти рассредоточенных пор.
7. Сварные и паяные швы не должны иметь пустот, прожогов, поверхность не должна быть ровной, по цвету соответствовать цвету составного металла.
8. Изделия с чеканкой, филигранкой, штамповкой и гравированной поверхностью должны иметь четкое изображение. Не допускаются, особенно в изделиях, изготовленных методом штамповки, режущих кромок.
9. Вставки (камень, перламутр, кость) должны быть закреплены в оправе неподвижно и исключать возможность их выпадения. Корнеры, крапаны должны быть плотно прижаты к вставке. При глухой закрепке ободок металла должен плотно обжимать вставку по рундисту. Рисунок гризанта должен быть однороден по всему периметру ободка. Непрозрачные вставки допускается крепить клеем.
К качеству отдельных видов ювелирных изделий предъявляются следующие требования:
1. Серьги, броши, разъемные браслеты и шейные украшения должны быть снабжены замками, которые удобны в пользовании и исключают возможность самопроизвольного открытия. Резьба винтового замка должна быть ровной, без разрывов, винт двигаться равномерно, без ощутимых усилий. Замки браслетов и брошей должны иметь предохранители. Элементы крепления серег и брошей обеспечивают правильное положение изделий при эксплуатации. Булавки должны быть упругими, острыми концами не выступать за периметр изделия. Изделиям с шарнирным соединением должна быть обеспечена подвижность, без перекосов и заклиниваний.
2. Цепочки должны быть гибкими, без деформированных звеньев, т. е. звенья в своем наборе не должны менять рисунок всей цепочки. Особые требования предъявляются к паяным цепочкам. Они должны выдерживать статическое усилие на разрыв не менее 0,25 кгс (2,5 Н) при диаметре проволоки до 0,25 мм, 0,5 кгс (4,9 Н) при диаметре проволоки свыше 0,25 до 0,35 мм и 1 кгс (9,8 Н) при диаметре проволоки свыше 0,35 мм. В цепочках, изготовленных из проволоки диаметром менее 0,35 мм, должно быть не более двух спаев смежных звеньев.
3. Нити бус должны выдерживать статическое усилие на разрыв не менее 1 кгс (9,8 Н).
4. Кольца должны иметь диаметр от 15 до 22,5 мм с интервалом через каждые 0,5 мм.
5. Браслеты со вставками должны быть от 130 до 190 мм с интервалами через каждые 5 мм.
6. Предметы для сервировки стола (рюмки, стопки, графины, вазы) должны быть устойчивыми на горизонтальной плоскости и не опрокидываться при наклоне плоскости на 10-15°. При наклоне чайника или кофейника на угол до 70° крышка должна удерживаться на бортах. Ручки и накладки ручек должны быть соединены клинками ножей, шейками вилок, черенками ложек без качания и зазоров.
7. В парных изделиях в различных гарнитурах с набором одинаковых предметов последние должны быть одинаковыми по форме, размерам, расцветке, рисунку, отделке и виду вставок.
Приемочный контроль качества изделий по внешнему виду осуществляется визуально (невооруженном глазом) в отраженном свете электрической лампы мощностью З0-40 Вт при расположении источника света от изделия на расстоянии 250-300 мм.
Контроль симметричности вставок и парности изделий по цвету вставки в парных изделиях производится на белой бумаге, обязательно в помещении, защищенном от попадания прямого солнечного света. Не допускается контролировать парность изделий по цвету вставки на просвет.
Контроль качества оттисков клейм осуществляется также визуально, но с использованием оптической лупы с десятикратным увеличением.
Качество закрепки вставки контролируют посредством покачивания вставки закругленным деревянным или пластмассовым стержнем.
Контроль работы замков, булавок и шарнирных соединений проверяют пятикратным опробованием их в действии.
Размеры колец определяют кольцемером, браслетов — металлической линейкой.
При выявлении бракованных изделий в партии (при выборочном контроле) производится повторный контроль удвоенного количества изделий той же партии. Результаты повторного контроля являются окончательными.
Срок возврата ювелирных изделий при обнаружении скрытого дефекта для ювелирных изделий — 6 месяцев со дня продажи.
Оценка уровня качества ювелирных изделий
Иногда под качеством изделия понимают лишь соответствие товара требованиям нормативных документов. Такой подход не совсем правомерен, а особенно в отношении ювелирных товаров. Поскольку не включает такие понятия, как художественная и эстетическая ценность, эксклюзивность и т. д., хотя от данных показателей будет зависеть потребительная стоимость изделия.
Оценка уровня качества — наиболее широкое понятие, включающее в себя выбор номенклатуры потребительских свойств и показателей качества для оцениваемого изделия, определение численного значения этих показателей и сопоставление их с базовыми показателями. Оценку уровня качества обычно проводят на торговых предприятиях при выборе наиболее перспективных изделий для реализации; на промышленных предприятиях при решении вопроса о целесообразности постановки изделия на производство; при анализе конкурентоспособности изделия и др.
Выбор номенклатуры потребительских свойств и показателей качества для исследуемого изделия осуществляется на основе типовой номенклатуры, исходя из функционального назначения данного конкретного товара. Основными функциональными показателями назначения для ювелирных товаров является их эстетическая и художественная ценность. Эстетические свойства изделия характеризуют следующие комплексные показатели качества:
— информационную выразительность;
— рациональность формы;
— целостность композиции;
— совершенство производственного исполнения и стабильность товарного вида.
Показатели информационной выразительности показывают насколько гармонично через форму ювелирного изделия переданы имеющиеся в данном обществе представления о красоте и гармонии, т. е., с одной стороны, стилевое соответствие и соответствие моде, а с другой — оригинальность и выразительность стилевого решения.
Показатели рациональности формы характеризуют, насколько конструкция изделия и его основных элементов отражает эстетическую целесообразность изделия, не нарушая при этом эргономических требований (удобства при эксплуатации).
Показатели целостности композиции характеризуют согласованность отдельных элементов изделия с эстетическим восприятием единства композиционного решения, связь цветовых сочетаний и декоративных свойств используемых материалов, а также гармоничность взаимных переходов объемов, плоскостей и очертаний отдельных деталей.
Показатели совершенства производственного исполнения и стабильности товарного вида включают качество выполнения контуров, округлений и сочленений отдельных элементов; качество нанесения декоративных покрытий и отделки поверхности, а также устойчивость внешнего вида изделия и его отдельных элементов к повреждениям.
Количественная оценка эстетических показателей обычно осуществляется экспертным методом по специально разработанной балльной шкале.
Куда обратиться?
Данного рода проверка осуществляется в специализированных государственных экспертных центрах и независимых геммологических лабораториях. Выполнять такие проверки может только высококвалифицированный специалист — геммолог. Он может быть как частным лицом, так и работать в соответствующей экспертной организации.
Такого рода специалист должен иметь образование в области алмазов и драгоценных камней, подтвержденное соответствующими документами. Специалист такой сферы знает правила формирования и определения стоимости драгоценностей, методы их производства и оценки характеристик.
Кроме отличных знаний специалиста, требуется и хорошая лаборатория, оснащение которой позволит произвести качественную оценку ювелирного предмета.
Государственные центры проведения экспертизы обладают некоторыми преимуществами перед частными, так как имеют более широкий перечень полномочий.
Например, если на проверку в частную лабораторию были приняты бриллианты, то такая организация по итогам проведенного исследования может выдать только заключение, в котором указано мнение конкретных экспертов лаборатории по поводу качественных характеристик предмета (камня, металла и т. д.). Такие лаборатории, в отличие от государственных экспертных центров, не имеют права выдавать сертификаты на бриллианты. Не ко всем частным лабораториям имеется доверительное отношение. Пользуются спросом только те центры, которые в этой отрасли работают очень давно, имеют положительную репутацию и высококвалифицированный персонал.
Факторы, формирующие потребительские свойства ювелирных товаров
Факторами, формирующими потребительские свойства ювелирных товаров, являются материалы и способы производства.
Материалами для производства ювелирных изделий служат металлы и их сплавы, ювелирные камни, декоративные и поделочные материалы.
К основным драгоценным металлам относят золото, серебро и платину. Драгоценные металлы имеют красивый внешний вид, высокую устойчивость к химическим и атмосферным воздействиям, отличаются мягкостью, тягучестью, пластичностью, способностью сплавляется с другими металлами, что обуславливает широкое применение их в ювелирном производстве. Как правило, в чистом виде драгоценные металлы для изготовления ювелирных изделий не применяют из-за их недостаточной твердости и износостойкости. Применяют сплавы с разным содержанием драгоценного металла, которое выражают пробой. В нашей стране действует метрическая система проб, указывающая содержание драгоценного металла в 1000 частей (по массе) сплава.
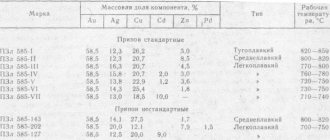
Для изготовления золотых ювелирных изделий обычно применяют тройные сплавы золота, серебра и меди, имеющие желтый цвет. Золотые сплавы, используемые в отечественном ювелирном производстве, бывают пяти проб—958, 750, 583, 500, 375-й с содержанием золота соответственно 95,8 % , 75,0 % и т. д . Сплавы каждой пробы могут различаться цветом и тоном в зависимости от процентного состава компонентов. Сплав 958-й пробы называют «черновым золотом», по цвету оно не отличается от природного. Марки золотых сплавов включают обозначения компонентов, входящих в их состав, и их процентного содержания.
Для производства серебряных ювелирных изделий используют серебряно-медные сплавы 960 , 925 , 916 , и 875-й проб. Маркируют серебряные сплавы аналогично золотым.
Из сплавов платины в ювелирном деле применяют в основном сплав платины 950-й пробы.
Из цветных металлов и их сплавов в ювелирном производстве чаще используют сплавы меди – латунь, мельхиор, нейзильбер.
Ювелирные камни подразделяют на природные и искусственные. Природные камни могут минерального и органического происхождения. Их делят на драгоценные, полудрагоценные и поделочные. Искусственные камни, как правило, имеют минеральную основу.
Драгоценные камни (самоцветы) характеризуются высокой прозрачностью, твердостью, красивой игрой света. К ним относят алмаз, изумруд, рубин, сапфир и жемчуг. Мерой веса драгоценных камней является карат (0,2 г).
Алмаз – самый твердый камень, состоящий из кристаллического углерода. Отличается сильным блеском и высоким показателем преломления света. Граненый алмаз называется бриллиантом. Основными параметрами, характеризующими бриллианты, являются форма (существует 17 видов форм), масса (они бывают мелкие, средние и крупные), цвет (7 групп), дефективность (8 групп) и геометрические размеры. Наиболее ценными являются бесцветные алмазы, а также камни с голубой, синей, красноватой или зеленоватой окраской.
Рубин и сапфир – самые твердые после алмаза камни. Основу их составляет кристаллический глинозем (корунд). Окраска определяется присутствием незначительных примесей оксидов металлов. Рубины имеют красный цвет, сапфиры чаще синие, иногда встречаются красновато – синие или фиолетовые.
Жемчуг – драгоценный камень ограниченного происхождения, образующийся в раковинах речных и морских моллюсков. Его отличает своеобразный радужный блеск перламутрового вещества. Цвет жемчуга может быть различным. Наиболее ценен блестящий жемчуг округлой формы белого и розового цветов.
Полудрагоценные камни отличаются разнообразием. Это камни прозрачные и полупрозрачные, бесцветные и цветные. Неодинаковы и их свойства, определяемые преимущественно химическим составом, внутренним строением. По химическому составу выделяют несколько групп полудрагоценных камней: группа берилла (аквамарин, александрит), группа кварца (аметист, горный хрусталь, опал) и др. К полудрагоценным камням относят и камни органического происхождения: янтарь, коралл. Мерой веса полудрагоценных камней является грамм. Наименования и цвета некоторых из них приведены ниже.
Аквамарин – камень синевато – голубых оттенков, напоминающих морскую воду; александрит — изумрудно — зеленого цвета при дневном освещении и фиолетово – красного – при искусственном; аметист – фиолетового или голубовато – фиолетового цвета; горный хрусталь – прозрачный, бесцветный; опал – полупрозрачный, ирризирующий, чаще молочно – белый; топаз – бесцветный, винно – желтый, розовей и других оттенков.
Янтарь – это легкий и мягкий камень, представляющий собой окаменевшую смолу древнейших хвойных деревьев. Цвет янтаря – от ярко – желтого до буро-коричневого. Наиболее ценен прозрачный янтарь с включениями насекомых или частичек растений.
Кораллы – это окаменевшие остовы морских беспозвоночных организмов – полипов. Они непрозрачны, имеют различную окраску.
Агат – полупрозрачный, просвечивающийся, многоцветный ( до 20 оттенков ), рисунчатый ( полосатый, слоистый ) камень. Разновидность агата, обычно с полосчатостью черного и белого цвета, называют ониксом.
Искусственные камни получают чаще из оксидов различных металлов путем выращивания кристаллов в определенных условиях. К ним относятся синтетический корунд, искусственные гранат, изумруд, сапфир, искусственные кристаллы – фианиты, искусственно выращиваемый жемчуг и др. Часто искусственные камни почти не отличаются от природных. Обычно они более крупных размеров, более чистые и равноокрашенные.
Из декоративных и поделочных материалов в производстве ювелирных изделий применяют стекло, кость, рог, пластмассы и др.
Особенностью производства ювелирных изделий является то, что они расцениваются как произведения искусства и создаются художниками – ювелирами. Производство ювелирных изделий начинается с разработки эскиза, изготовления модели, утверждения ее на художественном совете. Основные технологические процессы производства следующие: заготовка, создание форм, отделка, огранка и закрепка.
Заготовку материалов из сырья и полуфабрикатов производят плавкой, прокаткой, волочением, ковкой и резкой.
Форму ювелирных изделий создают штамповкой, литьем по выплавляемым моделям, монтировкой (сборкой деталей с помощью пайки, сварки или клепки).
Отделка ювелирных изделий предполагает механическую обработку (шлифование, полирование, чеканка, гравировка) или нанесение защитно-декоративных покрытий (чернение, оксидирование, золочение, серебрение, эмалирование). В последнее время для отделки ювелирных изделий все шире применяются финифть – миниатюрная живопись по эмали, филигрань (скань) – ажурный узор из гладкой или крученой проволоки, инкрустирование различными материалами.
Огранку ювелирных камней производят различными способами. Основные из них – огранка розой (боковые поверхности камня состоят из треугольных граней, сведенных вверху в точку), бриллиантовая (с большим количеством граней, расположенных в несколько ярусов), ступенчатая (грани расположены рядами в виде ступенек), огранка кабошоном (верхняя часть камня имеет криволинейную форму).
В ювелирных изделиях наиболее распространены следующие виды закрепок камней: крапановая, гризантная, корневая и глухая.
При крапановой закрепке камень зажимается в лапках (крапанах), при гризантной – обжимается ободком с насечкой (гризантом). Корненая закрепка применяется чаще для мелких камней, которые устанавливают в высверленные в изделии отверстия и закрепляют корнерами (частицами металла). При глухой закрепке камень закрепляется ленточным ободком по всей окружности.