The easiest way to prepare gold solder
Preparation of gold solder
In jewelry making, you always have to learn and improve something. Products made from gold and other precious metals that jewelers have to make are not always solid. There are models of jewelry that consist of separate parts. The jeweler makes these parts and then assembles them into one whole composition.
But how to assemble a product from individual parts? Don't glue them together. This is a question many novice jewelers ask. I thought about this too when I started studying this type of activity.
In order to assemble a jewelry composition from individual parts, they must be soldered together using special gold or silver solder. The composition of the solder directly depends on the metal of which the product is made.
There are a very large number of types of solders developed and quite complex in their composition. In this article we will talk about a method for making solder that anyone can easily make in their home jewelry workshop. This type of solder is quite simple and works well.
In practice, this is the only way in which you can prepare both gold solder and copper and silver. These types of solders can be used to solder almost everything, of course, except aluminum and other low-melting metals.
I think that no one will solder steel, bronze, copper or even silver with gold solder, for the simple reason that gold is very expensive. However, if you decide to create a high work of art, a masterpiece of jewelry, so to speak, then the price will not matter at all.
The composition of this solder is quite simple. We take 85% of the base metal and add 15% cadmium to it. There are times when it is necessary to create a composition so that the soldering points where the parts are connected are not visible at all, and the product looks uniform and monolithic. In such situations, solder must be prepared separately for this product.
If the product consists of parts, and each part is made of different alloys, then you will have to prepare solder for each soldering point separately. From metal of the same product so that the color and place of soldering do not differ. Such metal remains during the casting process, in the filled castings of the molds, it should be stored in separate labeled bags in order to later prepare solder from it.
If you decide to create a jewelry composition consisting of parts of different colors or even different metals, then, of course, you should not prepare solder in quantities of more than one gram at a time. Here are instructions for making one gram of good gold solder.
We weigh 0.85 grams of gold and 0.15 grams of cadmium on jewelry scales. Cadmium must be divided into 3-5 parts. We put the gold in a crucible, which we will allocate specifically for this process of alloying gold with cadmium. Then, heating the metal, sprinkle it with borax and melt it until the gold becomes completely liquid and begins to run around the crucible under the pressure of the flame.
Next, using tweezers, add ready-made small pieces of cadmium into the liquid gold, one piece at a time. Cadmium dissolves in gold with a flash and gives the impression that it simply burned and did not get into the alloy. Of course, some part of the cadmium burns, because it has too much of a difference in melting point with gold. As you know, gold melts at 1063 degrees, and cadmium at 321, but the part that dissolves in gold is enough to make excellent solder.
An alloy with cadmium cannot be overheated, since the cadmium will begin to evaporate and the melting point of the alloy will increase. As soon as all the pieces of cadmium have been added, quickly stir the melt with a titanium rod or steel knitting needle and immediately remove the burner flame. After the ingot has hardened, we take it out of the crucible with tweezers and lower it into the water. To remove the remaining borax from the solder, you need to boil it in bleach. That's it, the gold solder is ready to go. Solder for silver and copper can be made in the same way and in the same proportions.
Soldering jewelry
This process is, not without reason, considered the oldest way in which people joined one metal to another. Judging by the finds of archaeologists made on the territory of our country, ancient craftsmen resorted to soldering about five thousand years ago when creating jewelry. Nowadays in Russian museums you can find many objects of that time on which traces of soldering are noticeable. True, in those days only gold, silver and bronze were subjected to the soldering process. Soldering is usually called the process of obtaining a permanent connection of two metals through a third, more fusible one. This component is called solder.
A permanent connection (junction) is formed by the interaction of solder with the edges of the base metal. Solders are compounds that are introduced into the gap between the metals being joined. In almost all cases they have a much lower melting point than the metals being joined. Processes of mutual dissolution and diffusion occur between the molten solder and the base metal, resulting in a strong connection of the parts upon solidification.
To obtain a strong soldered joint, it is necessary to achieve such an interaction between the solder and the soldered material, in which the atoms of the liquid solder will act on the atoms of the soldered metal. This process is called wetting of solid metal by liquid. The molten solder penetrates the heated base metal. The surfaces of metal surfaces always have micro-irregularities, so the solder in the molten state should fill all these irregularities, dissolving the protruding parts.
During soldering, it is necessary to ensure that the solder melts already at the moment when the base metal is just heating up and is still in a solid state. The difference in the melting temperatures of metals must be at least 40 °C, and in some cases, when working with filigree products and there is a danger of overheating of the product, the difference must exceed 50 °C.
After the solder is heated and melted, it should flow freely over the parts being soldered. This process is facilitated by the surface roughness of the soldered products. Along the roughness that remains from previous soldering and processing, the solder moves as if through some capillaries, filling all the micropores between the tightly fitted and necessarily strictly parallel connected surfaces of the product. Density and parallelism are necessary conditions that must be observed to obtain a durable and high-quality seam.
The mechanical strength of the joint is directly affected not only by the selected type of joint, the amount of solder, but also by how it is positioned. Each piece of applied solder must be proportioned to the size of the surface to be soldered. If there is little solder, the seam will not be filled; if there is a large amount, it will be difficult to remove during cleaning. Solder must be placed so that it is easy to remove and try to place it on the inside of the product.
Types of connections.
When soldering jewelry, two main types of joints are used: lap and butt, and they can be combined if necessary. Butt joints are used in cases where the seam does not require special rigidity, tightness and high strength. Overlapping joints provide a more reliable and durable seam. Beveled joints, which are one of the types of butt joints, increase the joint area, but this method greatly complicates the fitting of the ends of the parts. Combination joints are primarily found when soldering complex, custom jewelry.
Preparation of soldered surfaces
The soldering process is directly preceded by a number of operations that must be performed to obtain a high-quality and durable connection. First of all, it is necessary to thoroughly clean the surfaces to be joined from dirt and oxides. The soldering area should be as clean as possible. There are mainly two forms of cleaning practiced: chemical and mechanical.
The most effective way to remove all kinds of grease or oil stains on metal is considered to be chemical. The chemical compounds used are carbon tetrachloride, trichlorethylene or trisodium phosphate. The choice of the required cleaner depends on the individual characteristics of the material being cleaned. In addition, it is necessary that the reagent used is easily washed off from surfaces, since its residues can damage the base metal or form an unwanted film on the surface. After cleaning the surface, it is recommended to carry out soldering immediately to avoid the formation of new oxides.
Mechanical cleaning is carried out using tools: a file, a needle file, a scraper, emery cloth, a wire or glass brush. In this case, it is necessary to ensure that there are no burrs or remnants of old solder. This method requires great care, since careless mechanical impact on the jewelry can easily lead to its damage. It is advisable to carry out chemical cleaning after surface mechanical cleaning. The main thing to remember is that the cleaner the surfaces being joined, the higher the quality of the soldering.
Fit of soldered parts. In order to obtain a high-quality seam when soldering, it is necessary to adjust the surfaces of the parts being soldered to each other as carefully and tightly as possible. Joining can be ensured by the springiness of the parts, ties using a binding wire, tight overlap of parts, clamping tweezers, etc. The gap between the joints should be minimal, only to leave room for solder. Usually it is done in the range from 0.025 to 0.1 mm, otherwise the strength of the weld will not be ensured. If a jeweler is soldering closed, hollow parts, then it is necessary to make several tiny holes in inconspicuous places to allow air to escape during soldering. Otherwise, when heated, the air will expand in a confined space, which will ultimately lead to swelling of the product, its deformation and even rupture. In order to relieve the internal stress in the parts being joined, remaining after the previous processing, and thus avoid possible unnecessary defects, the parts being joined are subjected to annealing.
If a pressed part or product is soldered, it is necessary to carefully check it for possible cracks or holes. When soldering, solder may leak into them, which will lead to damage to the product and defects. When soldering weakly moving hinge joints or spring locks on bracelets, you can prevent solder from flowing into the cracks by lining them with small pieces of paper or cardboard. Before soldering, when repairing hollow (blown) chains or links of bracelets, the breakage points should be filed down and silver plates should be inserted between the joints perpendicular to them. Solder is applied to both sides of the plate, soldered, after which the protruding ends of the plate are sawed off.
Fixing parts
During soldering, all parts are placed on a special fire-resistant asbestos sheet, which acts as a fire-resistant gasket. Before proceeding directly to soldering, all parts must be securely fixed in the required position. If the jewelry is made by hand, then the traditional methods of fixation are: holding the piece with tweezers, pliers, strengthening the piece with wire, clamps or just pins.
In the mass production of jewelry, the traditional method of fixation is a pot holder. The soldered parts of the products are placed in matrices of the appropriate shape, fixed on the base plate, after which an electrode is applied to the parts. The connection of parts at certain points occurs due to local plastic deformation. At the same time, the electrodes that conduct current are also punches that serve to deposit metal in a heated zone. This method is applicable in the manufacture of almost all jewelry.
The spot soldered seam between parts is strong enough to subsequently withstand the application of flux, solder, and transportation of products to the soldering site, which must be carried out immediately after mechanical or chemical cleaning of the surfaces being joined. The correct solder is especially important for high-quality soldering.
Solders
Solders are low-melting metal alloys that are used to produce permanent connections. Solders are distinguished by their metal base (tin, cadmium, zinc, magnesium, aluminum, copper, silver, gold), as well as by melting point: soft (with a melting point up to 450 ° C) and hard (with a melting point above 450 ° C ).
All solders used in jewelry technology contain a certain amount of precious metals and are classified on a higher temperature scale. The melting point of jewelry solders ranges between 650 and 1100 'C. In this case, soft solders are those whose melting point is much lower than that of the metal being soldered. If their melting temperature approaches the melting temperature of the metals being soldered, then solders are called hard solders. All others fall into the average category. But for jewelry solders, the concept of hardness and softness is very relative, and therefore these indicators are called “floating”. This is explained; because many different metals with different melting points are used for soldering.
Jewelry industry enterprises use gold and silver solders, which are strictly regulated in terms of melting point, fineness and color. However, regardless of all these indicators, solder must have the following properties: fluidity, ductility and strength. The first is the ability to flow into cracks, as well as spread over the surface of the metal. Plasticity is determined by the possibility of deformation of the soldered seam. Strength is the ability of a soldered seam to withstand tensile loads. The solder should melt while the base metal is still solid.
The quality of the product and the complexity of further work with it depend on how correctly the solder was chosen. When choosing solder, a jeweler must take into account not only its melting point, color and fluidity, but also the mass of the parts being soldered and the size of the gap.
Gold solders (Tables 20-24) are used for soldering gold and platinum products. They are characterized by high corrosion resistance. The solder sample must correspond to the product sample, and for each sample there are several solders of different color and melting temperature. The color of solders depends on the ratio of copper, silver, zinc, and cadmium in them. The predominance of silver lowers the melting point, increases fluidity and ductility and weakens color. Copper increases the strength of the solder and gives it a reddish tint. The addition of zinc gives the solder a greenish tint, but cadmium does not change the color of the solder.
Table 20 Gold (yellow) solders of 585 standard | ||||||||
| Brand | Components, % | Operating temperature, 'C | Color | |||||
| Ai | Ag | Si | Cd | Zn | Ga | |||
| PZl58.5Sr12.5M20.5C | 58,5 | 12,5 | 20,5 | — | 8,5 | — | 850 | Reddish |
| PZl58.5Sr12.5M26Ts | 58,5 | 12,5 | 26,0 | — | 3,0 | — | 820 | « |
| PZl58.5Sr15M22Kd2Ts | 58,5 | 15,0 | 22,0 | 2,0 | 2,5 | — | 800 | Yellow |
| PZl58.5Ср16М20.5Кд2Ц | 58,5 | 16,0 | 20,5 | 2,0 | 3,0 | — | 780 | Reddish |
| PZl58.5Sr22M14.5G | 58,5 | 22,0 | 14,5 | — | — | 5,0 | 760 | Greenish |
| Table 21 Gold (white) solders of 585 standard | ||||||||
| Brand | Components, % | Operating temperature, 'C | ||||||
| Ai | Ag | Si | Pd | Ni | Zn | |||
| PZl58.5Sr26M7.4Pd6Ts | 58,5 | 26,0 | 7,4 | 6,0 | — | 2,1 | 860 | |
| PZl58.5Ср10М14.5М10Ц | 58,5 | 10,0 | 14,5 | — | 10,0 | 7,0 | 840 | |
| PZl58.5Ср11.5М14М8Ц | 58,5 | 11,5 | 14,0 | — ■ | 8,0 | 8,0 | 760 | |
| PZl58.5Sr14.5M11M8Ts | 58,5 | 14,5 | 11,0 | — | 8,0 | 8,0 | 740 | |
| Table 22 Gold (yellow) solders of 750 standard | ||||||||
| Brand | Components, % | Operating temperature, 'C | ||||||
| Ai | Ag | Si | Cd | Zn | Sn | |||
| PZl75Sr15M7.35Ts | 75,0 | 15,0 | 7,35 | — | 2,65 | — | 840-860 | |
| PZl75Sr13M9TsZKd | 75,0 | 13,0 | 9,0 | — | 3,0 | — | 840-860 « | |
| PZl75Sr14M8TsZKd | 75,0 | 14,0 | 8,0 | — | 3,0 | — | 820-840 | |
| PZl75Sr9.5M9.5Ts40 | 75,0 | 9,5 | 9,5 | — | 4,0 | 2,0 | 800-820 |
In practice, the color of gold solders is divided into white and yellow. The first is used when soldering products made of platinum and white gold, the second - for products made of yellow gold. Depending on the content of copper, zinc, tin, and cadmium in solders, they are divided into soft (low-melting) and hard (medium- and refractory). When restoring and repairing gold items, solders of 500 and 375 standards are used.
Quotes and sayings about metals
Gold has killed more souls than iron has killed bodies. Walter Scott (1771–1832) - British writer
More information about the cost of precious metals
Measuring tool
Ornamental stones
Vintage jewelry
Solder
Solder for soldering gold
Solder. There are many recipes for making solders. They all differ in composition, grade, color, melting point, etc. Solder is conventionally divided into three groups - soft, medium and hard. Hard – melting point is high, soft – low, medium – respectively average. The lower the melting point, the higher the percentage of various temperature-lowering additives in the solder (for example, such as cadmium, zinc). But at the same time, the solder becomes more fragile. In solid there is a small amount of additives, the properties are close to ordinary gold, and accordingly the melting point is higher, which is not very suitable for soldering chains. For chains, the best option is medium. When making chains, it is convenient to work with solder wire.
Here is one of the recipes for 585-grade solder (in my opinion, the best for soldering American bismrak):
Gold – 58.5% Silver – 6% Copper – 20% Brass – 15.5%
Calculation example: We have 10g of dental crowns, let’s say 880 samples. These should yield 15.04g of 585-grade solder (10*880/585=15.04) Silver – 15.04/100*6= 0.9g Copper – 15.04/100*20= 3.00g Brass – the rest (15.04-10-0.9- 3= 1.14g )
Melt everything together and cast it into a mold. When melting, add brass last, when all the metals in the crucible have already been melted. Brass contains zinc. And when melted, it burns out, which is why you need to add brass to the alloy last, be sure to sprinkle with borax, mix well and pour into the mold. Roll out the ingot into a thin plate. If you need wire solder, then it is made in exactly the same way as regular wire - it is rolled out in rollers and pulled through dies to a thin wire with a diameter of 0.25-0.40 (depending on the size of the soldered chains).
I'll add other recipes later.
I would like to note right away that if you are making solder and according to the recipe it contains cadmium, then I strongly recommend that you immediately forget about this recipe! Cadmium is a terrible poison! The consequences can be very dire! I will not describe its effect on the body here; if anyone is interested, search the Internet on this topic... Once again - CADMIUM POISON!
The video shows an example of making solder:
Source
Solder making procedure
The cast iron bowl needs to be lubricated with wax and then heated using a gas burner. Preparation of solder begins with melting the silver; you will need about 3 grams of it. Next, brass, zinc and copper (1 g) are added in turn. The solder melt should be poured into a pre-prepared mold. This must be done quickly, since the melt cools very quickly.
Tin solder, which is widely used by many radio amateurs, can be made almost as easily. To prepare it you will need cans and lids. To be more precise, this is how tin is extracted from old and unnecessary things.
The procedure for extracting pure tin is as follows:
- Take a tin can and fill it with water, then boil the water and drain it;
- We connect a 9-volt battery and three AA batteries. We connect the plus to the jar, and the minus to the electrode rod;
- We lower the electrode into the water so that it does not touch the walls of the jar;
- Pour a solution of soda or sodium hydroxide into a jar.
After the reaction occurs, a deposit in the form of pure tin can be detected on the electrode. Well, getting lead is even easier; to do this, you just need to remove the plates from an old, unnecessary battery.
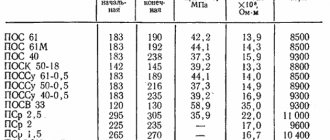
Accordingly, by melting tin and lead in certain proportions, we will obtain high-quality and natural tin-lead solder. You can find out the proportions of mixing tin with lead from the table above.
How to make solder from cans, coins and batteries
Many people who do soldering know recipes for homemade solder. As a raw material, you can use not only scrap metal, but also AA batteries, various parts from devices, as well as coins.
Light bulbs and unnecessary equipment, pure lead, which is found in batteries, are excellent raw materials for making solder at home. The main components of low-melting solder are tin and lead.
Moreover, the more lead there is in the solder, the higher its melting point will be. To increase the strength of solder, various components are used, mainly antimony and cadmium.
There are also so-called lead-free solders. The main component here is tin with the addition of zinc, aluminum, silver and copper. All lead-free solders have good adhesion to metal and are not subject to corrosion.
How to make solder for soldering silver
Solder for soldering silver is distinguished by a relatively simple manufacturing method. It can be made from silver and brass. At the same time, to obtain high-quality silver solder you will need the purest 925 sterling silver.
Brass can be taken from old coins or other brass items. To melt these components, you will need a fairly high melting temperature, about 1080 ° C.
In addition, you will need a container for preparing solder at home. It is best if it is a small cast iron bowl. But you can use another container, but it is important that it does not melt faster than silver or brass.